Kennametal: Milling Titanium Ti6Al-4V with 8 Cutting Edges per Insert
Hey there, Nick here again in the technology lab at Kennametal. This time I’m here with Steve, and he’s going to be demonstrating some steel and titanium cutting with the indexable helical milling cutter, the HARVI™ Ultra 8X. With the depth of cut range up to 9.3 inches and 8 cutting edges per insert, the HU8X covers rough milling applications including shoulder milling, chamfer milling, profiling, slotting, and pocketing. We’ll be demonstrating the flange mount cutter with a BTF46 adapter with the KM4X100™ back end to achieve maximum tool stiffness and maximum tool life.
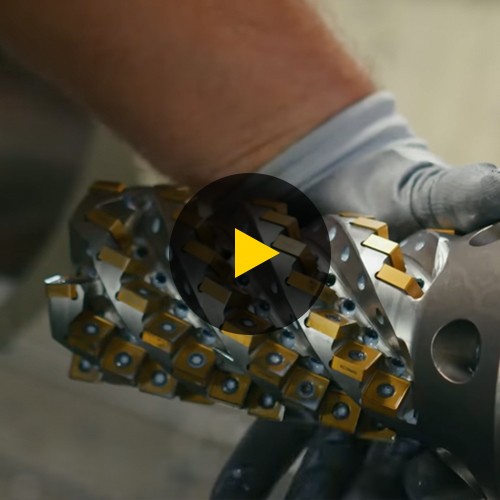
Milling with HARVI Ultra 8X
We’re gonna start by creating a pocket in this titanium block. Before we create the pocket, we’ll start the application by drilling a hole with the flat bottom indexable or FBI drill in the center of the block. We’re going to index the tool to the HU8X, and move into position to start the pocketing routine. Each pass with the following cutting parameters results in a metal removal rate of 6.43 inches cubed per minute. The HU8X has proven time and time again to provide tool life of 90 minutes or more in titanium materials. Next, we’re going to take a shoulder cut on the periphery of the steel block with a 1 inch radial depth of cut and a 3-inch axial depth of cut. Since we’re using a steel block, we won’t be using coolant to show chip formation. The HU8X has the capability to take full slots if needed. In this case we’re gonna take it to 1 inch axial depth of cut by the full diameter which is 3 inches.
This content was first published on the Kennametal website.