
Digitization in the planning and manufacture of production facilities is already being actively and successfully applied at MAG IAS GmbH. In addition to the clear advantages for project management and the activation of previously unused potential in plant operation, quality and costs of the produced component can be improved in the “Digital Factory”. With these performance parameters, digitization in production will become firmly established as a disruptive development step and faster than expected.
As a system supplier, MAG IAS GmbH plans to build and installs production systems for the volume production of components, primarily for the automotive industry. Today, these systems consist of high-performance CNC machines that operate in parallel for the quantities to be machined within a production section (manufacturing cell). Since an agile manufacturing system (Figure 1) usually produces several component variants in parallel (batch size 1), MAG started the “Digitization/Expert System” project as early as the late 1990s. This project uses commercially available software and its own databases with empirical values, at that time software products from Tecnomatix (today SIEMENS). The planning process and tools used can be divided into 4 clusters.
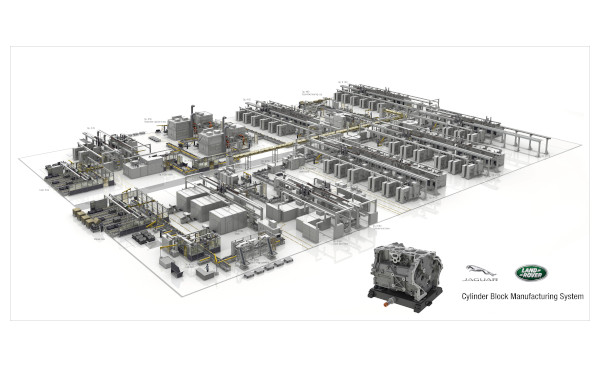 Figure 1: Agile manufacturing system for cylinder crankcases with adapter plates
Figure 1: Agile manufacturing system for cylinder crankcases with adapter plates
Digital machine planning right from the start
Today, workpiece data is available from all well-known customers as 3D models. In the comparison between the raw part and finished part, the transformation is defined for each feature (Feature Recognition, Figure 2), the appropriate analogy process is determined from the experience database and the parameters are adapted to the current geometry (rule-based planning). If the analogy process is missing, feature processing is done manually. In this first stage, the process detailing (Process Detailing & Manufacturing Planning), the workpiece analysis, process definition, and the selection of the suitable cutting machine are carried out. The SIEMENS products NX CAD, NX CAM, and NX MLP (Machining Line Planner) are used for this. In the case of multi-stage machining processes, the individual machine groups can be filled up taking into account the logical machining sequence at the feature (currently still under development in the NX MLP version). After defining the appropriate processing machine, the NC programs for the individual process steps/machine groups are generated fully automatically.
 Figure 2: Workpiece analysis – feature recognition on the cylinder crankcase
Figure 2: Workpiece analysis – feature recognition on the cylinder crankcase
No machine without collision detection on the digital twin
The generated NC programs are then visualized as a sequence with the tool data, the machine, fixture, and workpiece geometry as well as the machine parameters and analyzed for collision potential. For this purpose, the Digital Process Twin is used, which represents the processes within the workspace as a virtual model. In addition to collision avoidance, traverse and retraction strategies and nonproductive time optimization in process validation and optimization (Process Reliability Validation) are the main results in the form of the validated and optimized NC program for commissioning. RealNC from SIEMENS (Fig. 3) and in the future NX CAM-ISV (Integrated Simulation & Verification) will be used. For more than 10 years already, the MAG group has not performed real commissioning without prior process simulation. In a joint working group with the companies AUDI, SIEMENS, GROB, and MAG as well as the new members (BMW and DAIMLER) the functionalities are continuously optimized.
 Figure 3: Simulation of machining with the Digital Process Twin (RealNC)
Figure 3: Simulation of machining with the Digital Process Twin (RealNC)
 Figure 4: Layout and material flow simulation
Figure 4: Layout and material flow simulation
Plant simulation to avoid bottleneck
The production facilities (see Fig. 1) include not only the machining part but also the associated peripherals such as Automation (loading equipment and floor linking), washing, testing/measuring, assembly stations, labeling, etc. The third section includes layout and material flow planning (Plant Design & Material Flow Planning). For this purpose, the Plant Simulation of Tecnomatix (now SIEMENS) is used. With all input parameters including boundary conditions and periphery, the layout is optimized, examined for congestion or lack (bottlenecks) in the material flow, and optimized. The result is a plant model (Fig. 4), which provides the basis for the validation of the plant productivity. Due to significant advantages such as an extensive standard library, no expert software (fast and user-friendly handling), all functionalities on one platform, efficient and high-quality use, the Visual Components software from SIEMENS will also be used for the planning process in sections three and four in the future.
Factory simulation up to the animated 3D hall plan model
In the fourth step of the plant and technology planning for the digital factory, the simulation of material flow and production output is used to provide evidence of the required plant output and to determine the respective result parameters for commissioning (Production Planning for Automation). This step has recently experienced an enormous acceleration and can also be used to measure the implementation of digitization. Not only for the component but also the peripheral machines and stations, suppliers are increasingly able to supply digital product twins that shorten and simplify the model creation of the plant. After the plant model is merged with these Digital Shadows, the Digital Plant Twin is created (Fig. 5).
 Figure 5: Simulation of material flow and production performance with the Digital Plant Twin
Figure 5: Simulation of material flow and production performance with the Digital Plant Twin
For the first time, the supplier can provide a well-founded statement on the achievable plant availability. In case of deviations from the specification, he can make changes in the individual sectors of the layout. The results of this section help to sharpen the specifications for the suppliers as well as to prove the compliance with the contractually required performances. The results from plant simulation are then available to all parties involved for the engineering phase and commissioning (Fig. 6).
 Figure 6: Real plant from the results of virtual planning
Figure 6: Real plant from the results of virtual planning
The construction of a digital plant twin requires extensive information on the individual products and is actually only available at the end of the planning process. MAG IAS GmbH, therefore, uses an easy-to-use and convincing software package from Weltenmacher (Education Games in Virtual Reality – don’t know, understand) to support sales during the planning process. This software package generates an animated 3D model (Figure 7) from a 2D hall plan and is used as a production model in collaboration with the customer. This plant model can also be projected into the real factory as augmented reality and viewed with glasses from all directions.
 Figure 7: From 2D layout to 3D model with the software (UnrealEngine 4) from Weltenmacher
Figure 7: From 2D layout to 3D model with the software (UnrealEngine 4) from Weltenmacher
The process of project management will undergo the greatest change since the sequence of activities will change in addition to the individual content activities. The machines for a production plant will be assembled from a modular product system. The individual elements of the modular system (tool magazine, motor spindle, rotary table, etc.) are available as mechatronic assemblies and are configured with a BOM generator (Bill of Material) to form a machine for which this process also creates a digital product twin. In the design phase of the product, all previously sequential phases (mechanical, fluid, and electrical) now slide together to form a parallel block. Directly after the digital image is available, the PLC commissioning can be started.
A total of three “digital shadows” are used for project planning and implementation: with the digital process twin, the optimization of the machining process, the reduction of non-productive time, as well as NC program generation and, in parallel, collision observation on the model is implemented. The Digital Product Twin is used for PLC program development and digital commissioning, and the Digital Plant Twin is available for determining the plant performance and commissioning of the entire plant (machine/automation/peripherals).
In the meantime, more and more customers are demanding commissioning and preliminary acceptance of the Digital Product Twin. The preliminary acceptance is already carried out before the physical assembly of the machine begins. The main advantages of this procedure are the shortening of throughput times and the improvement of software quality. During commissioning, a computer simulates the machine.
Digitalization from production to maintenance
With the tools of digitization or the digital factory, it will be possible to activate potential that is still untapped today and to use it to improve productivity. The objectives are cost reduction, quality improvement, productivity optimization, and the conservation of resources (media). A wide range of Industry 4.0 applications and/or wizards is available (Fig. 8) to configure “his” suitable concept. It covers the four areas of training (skills), processes, plant equipment) and operation and maintenance.
eLearning at the digital twin
The focus is on people in the production process as plant operators or maintenance staff. “Nowhere has man shown more sharpness of mind than in his games,” the Philo-soph Gottfried Wilhelm Leibnitz once said. With e-learning, MAG offers metered learning, where each participant can decide how long he learns, where he learns, how often he repeats. At the end of each lesson, a test must be passed to move to the next level. With the tools of digitization, the interrelationships can be easily displayed using Virtual and Augmented Reality (VR and AR) as in a video game.
 Figure 8: Portfolio of offerings for the Digital Factory
Figure 8: Portfolio of offerings for the Digital Factory
 Figure 9: Use of AR-Glasses during operation and maintenance
Figure 9: Use of AR-Glasses during operation and maintenance
Sensors detect tool wear
In the “Processes” area, in addition to our own applications, commercial applications are also available for retrofitting already delivered machines or for use with new orders. In volume production, the tools are still replaced after reaching the tool life criterion (machining path or number of parts) – regardless of the actual wear condition. Alternatively, the wear condition of the respective tool can be recorded with simple sensor technology and automatic system teach-in, and the tool can only be replaced in the machine at this limit value. In this way, tool utilization can be extended by an average of 50 %, resulting in potential savings of approx. 2 % of the cost of parts. At the same time, interventions in the processes and manual services for operating the system are reduced.
Digital temperature recording and digital fingerprinting
There is a range of “assistance products” for the plant equipment, which can also be procured for subsequent upgrading of the machines supplied. If not already specified during procurement, the machines can be retrofitted with the “thermal compensation” function, for example. With this expansion stage, the product quality, for example, can be considerably improved. This is done by digitally recording temperature data in the machine and on the workpiece, which is then processed by the program control with the setpoint value specification. If required, the machine can also be equipped with an energy monitor to record and display detailed consumption data.
Finally, various products are available for operation and maintenance (operations). The most popular is, for example, Fingerprint (Fig. 10), i.e. recording the status data of the system, analyzing the data and reporting the results, or recommending action based on the trend analysis. During data acquisition, three measurements are performed on the machine: frequency analysis (vibration measurement and assignment), servo trace (determination of axis dynamics), and ball bar test (geometric test in the workspace). From these different measurement data, the operator can be presented with a machine condition analysis, from which he receives a report of any damage that may be imminent, even before a deviation is detected on the produced component.
Ultimately, the digital tools already available today open up new ways of collaboration between customer and supplier. For example, machines or components can also be made available on a rental basis and a payment model can be agreed upon with the operator that takes into account the actual production hours used (pay-per-use). This business model is preferably used for standard CNC machines. This business model requires, like many things in the Digital Factory, a data link between machine and supplier. Many customers are not yet prepared to do this for network security reasons, but this is only a matter of time. Especially since such services can also be implemented with the on-premises solution (local, server-based data collection) at a slightly higher cost to the supplier. Learning from their own product strategies (e.g. autonomous driving) and through the increase in AI applications (artificial intelligence – software based on neural networks), customers will also want to recognize and use the benefits for production.
 Picture 10: FINGERPRINT – Condition analysis with the OEM know-how of the machine supplier
Picture 10: FINGERPRINT – Condition analysis with the OEM know-how of the machine supplier
 Figure 11: At FFG, the activities relating to the topics “Digital Factory” and “Industry 4.0” are combined in the new brand “DIGITAL FRIENDS”. Here the schematic representation of the FFG DataCollector and connection to the FFG
Figure 11: At FFG, the activities relating to the topics “Digital Factory” and “Industry 4.0” are combined in the new brand “DIGITAL FRIENDS”. Here the schematic representation of the FFG DataCollector and connection to the FFG
This content was originally published on the FFG website.