Heavy-Duty Belt Grinding Machine
GMT Belt Grinding Machine achieves rates of high production efficiency, quality finish, an economy that cannot be achieved by any other method of grinding or polishing. For example, by changing grit sizes, a machine may be converted from a heavy-duty grinder to a fine micro-polisher.
You can convert belt grinding machines to semi-automatic or fully automatic working. Furthermore, in most applications, belt grinding imposes less strain on the workpiece when compared to other forms of grinding. Cracking, burning, etc, do not occur during the process of belt grinding.
Classification of Belt Grinding Machine
An abrasive belt grinding machine is usually classified by the surface that forms the backing of the coated abrasive at the work area. This backing has an important effect on the material removal rate and the finish. The backing governs the choice of contact pressure, the angle of cut, and the speed of operation.
All our machine models are similar in construction. A coated abrasive belt runs over two pulleys – one driving pulley one idler pulley. Finally, there is a provision to prevent the belt from ‘walking’ or ‘running’ off the pulleys.
Belt Grinding Machine may be broadly classified according to the backing used as :
- Platen Grinding Machines
- Contact Wheel Grinding Machines
- Free Belt Grinding Machines
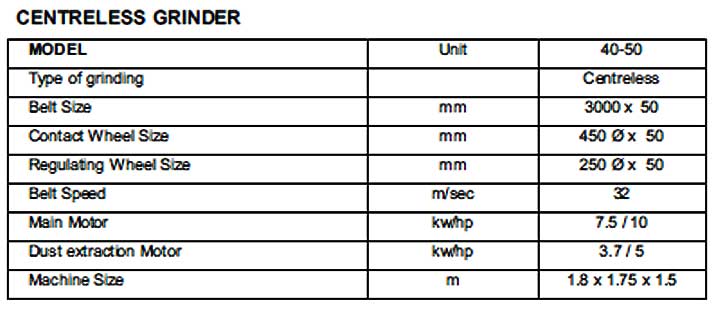
- Centreless Grinding Machines
In construction, all the machines are similar. A coated abrasive belt runs over two pulleys – one driving pulley and one idler pulley. There is (a) provision to maintain the belt under constant tension between the two pulleys. (b) a mechanism to prevent the belt from ‘walking’ or running off the pulleys.
(1) PLATEN GRINDING MACHINES
The function of the platen is to shape the workpiece by creating the greatest pressure on the areas that do not conform to the configuration on the platen. Most platens are flat; they are also often shaped in the traverse direction to conform to the contour of the workpiece. The belt, working at a high speed, is interposed between the workpiece and the platen fixed to the machine. Platens are generally smooth-faced, but occasionally have grilled or serrated patterns to increase the aggressiveness. The face of the platen, in contact with the backing of the abrasive, the belt must always be smooth to decrease friction and the consequent wear of the belt backing.
The horsepower required for a given metal removal rate is, therefore, much higher in the case of platen machines than that of serrated wheel machines. One compromise solution that emerges is the use of a rubberized and serrated idler pulley for the heavy work and a platen for finishing work, both on the same machine. But, in general, machines are designed for light and medium-duty operations.

2. CONTACT WHEEL GRINDING MACHINES
In contact wheel grinding, a coated abrasive belt travels over a wheel, which serves to apply opposing pressure to the workpiece. Generally, a motor drives the contact wheel directly.
The position of idler pulley is in tandem with the contact wheel to support the belt at the correct
tension.
CONTACT WHEELS
Rubberized Contact Wheels consist of solid rubber, tires vulcanized to metallic hubs. In fact, the hub is made of aluminum to decrease the weight of the rotating mass. Besides, a judicious choice of hardness, form, and size of the wheel is necessary to ensure effective and economic operation.
The hardness or density of the rubber is directly related to the stock removal rate and quality of surface
finish obtained. For a given wheel diameter and grain size, the harder the wheel, the faster is the
cut and the coarser is the finish. In fact, a substantial change in hardness can have the same effect as
a jump in grain size.
PERIPHERAL SURFACE
Form or face, as applied to contact wheels, means the peripheral surface. Besides, the surface can be:
(a) plain metallic face (b) plain rubber face (c) serrated rubber faces plain metallic or soft rubber,
face are best for very fine polishing or burnishing They also ensure that the maximum belt area as
in contact with the work, and thus ensures the lowest grain pressure. Serrated wheels, however,
offer very definite advantages and are in use more widely.
SERRATIONS
Serrations or slots are alternate lands and grooves across the face of the wheel. The ratio of the
width of grooves to land the depth of the groove and the shape of the land together with the
hardness and diameter of the wheel play an important part in the cutting action of the coated
abrasive. The effect of the groove is to decrease the contact area. Therefore, for a given infeed
force, the serrated increases the unit pressure, causing the grain to be more aggressive and the
stock removal rate becomes higher.
Serrations also provide a means of controlling the breakdown of abrasive grains, thereby ensuring
renewed sharp edges. A further advantage results from the flexing action of the coated abrasive
ahead of the point of in-feed pressure. Finally, flexing of the belt resulting in good chip clearance and prevents chips from wedging between adjacent grains.
OPERATING SPEEDS
Similarly, like grinding wheels, contact wheels have maximum safe operating speeds. Tests have shown
that a surface speed of 3000 meters per minute is the upper limit. While this figure is a practical limit,
trials using serrated contact wheels have shown maximum stock removal rates occur at surface
speeds between 1300-2000 meters per minute. At a speed greater than 1700 meters per minute,
even soft wheels tend to act hard i.e. by increasing the speed, the soft backup can be made to
perform like a hard backup.
Proper selection of surface speed of the abrasive belt is essential for economic and effective
operation and since the speed, size and form of the contact wheel also affect the speed of
the operation, we must consider these facts while selecting the operating speed.
This content was originally published on the GMT website.